МЕТАЛЛООБРАБОТКА В САНКТ-ПЕТЕРБУРГЕ И ЛЕНИНГРАДСКОЙ ОБЛАСТИ
БалтПромСервис - фрезерная и токарная обработка металла

МЕТАЛЛООБРАБОТКА В САНКТ-ПЕТЕРБУРГЕ И ЛЕНИНГРАДСКОЙ ОБЛАСТИ
БалтПромСервис - фрезерная и токарная обработка металла

ЭМГ 51, ЭМГ 52, ЭМГ 53


ЭМГ 50
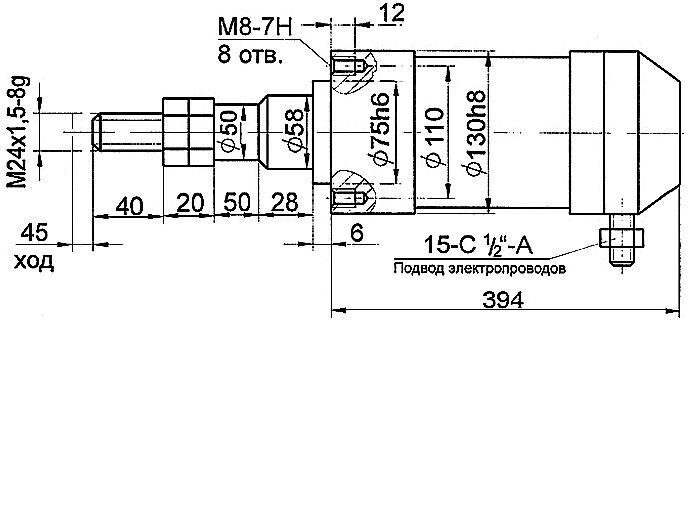
Головки ЭМГ предназначены для механизированного зажима инструмента в шпинделях фрезерных, расточных и других станков, привода кулачков токарных патронов, перемещения пинолей задних бабок. Головки могут встраиваться как во вновь создаваемое оборудование, так и при модернизации действующих станков.
Предусмотрено четыре исполнения головок:
- ЭМГ 50 - вращающаяся с тянущим выходом;
- ЭМГ 51 - стационарная с вращательным выходом;
- ЭМГ 52 - вращающаяся с вращательным выходом;
- ЭМГ 53 - стационарная с вращательным выходом.
Головки ЭМГ 50 и ЭМГ 52 устанавливаются непосредственно на шпинделе станка посредством переходного фланца и вращаются вместе с ним. Подвод электроэнергии осуществляется с помощью щеток.
Максимальная скорость вращения шпинделя станка 3200 мин-1.
Указанные головки отбалансированы динамически. Максимальный дисбаланс 30 г×см.
Головки ЭМГ 51 и ЭМГ 53 являются стационарным вариантом головки ЭМГ 52.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Наименование параметров |
Единицы измерения |
Тип |
|||
|
ЭМГ 50 |
ЭМГ 51 |
ЭМГ 52 |
ЭМГ 53 |
||
|
Тяговое усилие (регулируемое) |
кН |
15-45 |
- |
- |
- |
|
Крутящий момент (регулируемый) статический |
Н·м |
- |
10-25 |
50-100 |
50-100 |
|
Частота вращения выходного вала (расчетная) При частоте тока 50 Гц При частоте тока 60 Гц |
мин-1 |
- - |
210 250 |
70 84 |
70 84 |
|
Скорость продольного хода штока (расчетная) При частоте тока 50 Гц При частоте тока 60 Гц |
мм/мин |
375 450 |
- - |
- - |
- - |
|
Ход штока, не менее |
мм |
35 |
- |
- |
- |
|
Частота включений в минуту, не более |
- |
2 |
2 |
2 |
2 |